مقدمه :
جوشکاری تیگ ( Tungsten Inert Gas ) که با نام اختصاری TIG نشان داده می شود.
یا همان جوشکاری قوس تنگستن تحت پوشش گاز محافظ که از مهمترین انواع جوشکاری در صنایع مختلف به شمار می آید. نام جدید این فرایند Guidelines For Gas Tungsten Arc Welding با نام اختصاری G.T.A.W و نام آلمانی آن WIG می باشد.
همانطور که از نام این فرایند پیداست، گاز محافظ آرگون می باشد که ترکیب این گاز با هلیم بیشتر کاربرد دارد. این نوع جوش، با نام جوشکاری آرگون معروف است.
شرح فرایند :
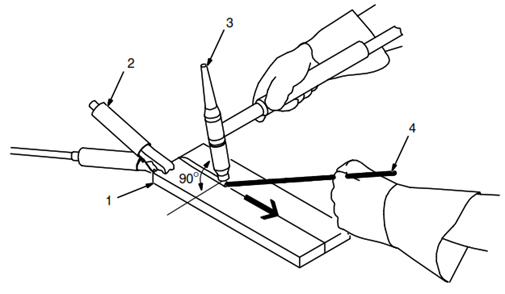
جوشکاری آرگون، به عنوان جوشکاری گاز بی اثر تنگستن ( TIG ) شناخته می شود، فرایندی است که قوس الکتریکی را ایجاد می کند و بین یک الکترود تنگستن و قطعه ای که جوش داده می شود، حفظ می شود. منطقه تحت تأثیر گرما، فلز مذاب و الکترود تنگستن همگی توسط گاز بی اثر که از طریق تورچ GTAW تغذیه می شود، از آلودگی جوی محافظت می شوند.
گاز بی اثر ( معمولاً آرگون ) غیرفعال یا دارای حداقل خصوصیات شیمیایی فعال است. گاز محافظ برای پوشش جوش و حذف خواص فعال در هوای اطراف است. گازهای بی اثر مانند آرگون و هلیوم واکنش شیمیایی نشان نمی دهند و با گازهای دیگر ترکیب نمی شوند.
آنها هیچ بویی ندارند و شفاف هستند و به جوشکار حداکثر دید قوس را می دهند. در برخی موارد ممکن است گاز هیدروژن به افزایش سرعت کار اضافه کند.
فرآیند GTAW می تواند دمای حداکثر 35000 درجه فارنهایت ( 19،426 درجه سانتی گراد ) را تولید کند. این نوع جوشکاری برای جوشکاری فولاد، فولاد ضد زنگ، آلیاژهای نیکل مانند Monel و Inconel، تیتانیوم، آلومینیوم، منیزیم، مس، برنج، برنز و حتی طلا استفاده می شود GTAW همچنین می تواند فلزات غیر مشابه را به یکدیگر جوش دهد، مانند مس به برنج و فولاد ضد زنگ به فولاد نرم.
مزایای جوشکاری آرگون :
بدون خاکستر ( محصول فرایند جوش ) و بدون نیاز به گداختگی با این فرایند، هیچ خاکستری نمی تواند دید جوشکار را از فضای جوش مذاب مخفی کند. بدون جرقه یا پاشش می باشد. در صورت جوش نخوردن مواد آلاینده، هیچ گونه ذوب پاششی و هیچ جرقه ای تولید نمی شود.
دود یا بخار کوچک در مقایسه با سایر فرایندهای جوشکاری قوس مانند جوشکاری هسته ای و ... ، بخارات کمی تولید می شود. با این حال، فلزات اساسی در حال جوشکاری ممکن است حاوی پوشش ها یا عناصری مانند سرب، روی، مس و نیکل باشند که ممکن است بخارات خطرناکی تولید کنند. بیش از هر فرآیند جوشکاری قوس، فلزات و آلیاژهای فلزی را جوش می دهد.
برای جوشکاری مواد نازک مناسب است. برای جوشکاری فلزات غیر مشابه با هم مطلوب است.
معایب جوشکاری آرگون :
سرعت حرکت کندتر از سایر انواع جوشکاری است. نرخ رسوب فلز پرکننده کمتر است.هماهنگی چشم و دست یک مهارت الزامی است.
اشعه ماورا بنفش روشن تر از سایر فرایندها است. هزینه تجهیزات می تواند بیشتر از سایر فرآیندها باشد. هنگام جوشکاری در فضای محدود، ممکن است غلظت گاز محافظ باعث تجمع و جابجایی اکسیژن شود و یا از تهویه اجباری محلی در قوس برای حذف بخارات و گازهای جوش استفاده شود. اگر تهویه هوا ضعیف است، از یک ماسک تنفسی تأیید شده هوا استفاده کنید.
اقدامات احتیاطی در مورد ایمنی :
- فقط افراد واجد شرایط باید این تجهیزات را نصب، راه اندازی، تعمیر و نگهداری کنند.
- یک فرد واجد شرایط به فردی اتلاق می شود که با داشتن یک مدرک، گواهینامه یا جایگاه حرفه ای شناخته شده یا با دانش، آموزش و تجربه گسترده، توانایی حل مشکلات مربوط به موضوع، کار یا پروژه و آموزش ایمنی برای شناسایی و جلوگیری از خطرات موجود را فرا گرفته است.
- شوک الکتریکی می تواند باعث مرگ شود.
- لمس قطعات الکتریکی دارای جریان باعث ایجاد شوک های مهلک یا سوختگی شدید می شود.

- هر زمان که خروجی دستگاه روشن باشد، الکترود و مدار کار از نظر الکتریکی دارای جریان هستند. مدار روشن ورودی و مدارهای داخلی دستگاه نیز هنگام روشن بودن فعال هستند.
- قطعات الکتریکی در حال جریان را لمس نکنید.
- از دستکش های عایق خشک و بدون سوراخ و محافظ بدن استفاده کنید.
- با استفاده از تشک های عایق خشک یا روکش های کاملاً بزرگ خود را از قطعه درحال جوشکاری و زمین عایق بندی کنید تا از برخورد فیزیکی با آن یا زمین جلوگیری کند.
- از این نوع جوش در فضاهای مرطوب یا محدود استفاده نکنید.
- در صورت نیاز به فرایند جوشکاری، فقط از خروجی AC استفاده کنید.

( در صورت وجود هر یک از شرایط خطرناک الکتریکی، اقدامات احتیاطی اضافی لازم است )
دودها و گازها می توانند خطرناک باشند :
جوشکاری باعث تولید بخار و گاز می شود. تنفس این دودها و گازها می تواند برای سلامتی شما خطرناک باشد. سر خود را از گازها دور نگه دارید. بخارات را تنفس نکنید. برای از بین بردن بخارها و گازهای جوشکاری، محل کار را تهویه کنید و یا از تهویه اجباری استفاده کنید.
روش توصیه شده برای تعیین تهویه مناسب، نمونه گیری از ترکیب و مقدار دود و گازهایی است که پرسنل در معرض آن قرار دارند.اگر تهویه هوا ضعیف است، از یک ماسک تنفسی تأیید شده با هوا استفاده کنید.
اطلاعات ایمنی ( SDS ) و دستورالعمل های سازنده را برای چسب ها، پوشش ها، پاک کننده ها، مواد مصرفی، خنک کننده ها، چربی گیرها، شارها و فلزات بخوانید و آنها را بکار گیرید .فقط در صورت تهویه مناسب یا استفاده از ماسک تنفسی مجهز به هوا، در فضای محدود کار کنید. همیشه یک سرپرست آموزش دیده در نزدیکی خود داشته باشید. بخارات و گازهای جوشکاری می توانند هوا را جابجا کرده و سطح اکسیژن را کاهش دهند و باعث صدمه یا مرگ شود. مطمئن باشید که هوای تنفسی بی خطر است.
در مکانهای نزدیک به محلول شیمیایی جوشکاری نکنید. گرما و اشعه جوشکاری می تواند با بخارات واکنش داده و گازهای بسیار سمی و تحریک کننده ایجاد کند.
روی فلزات روکش شده مانند فولاد گالوانیزه، سرب یا کادمیوم جوشکاری نکنید، مگر اینکه پوشش از ناحیه جوش برداشته شود .پوشش ها و هرگونه فلزات حاوی این عناصر در صورت جوشکاری می توانند بخارات سمی ایجاد کنند.

جرقه اشعه می تواند چشم و پوست را بسوزاند :
پرتوهای قوس ( جرقه ها از جوش خارج شده ) حاصل از فرآیند جوشکاری، اشعه های شدید قابل مشاهده و نامرئی ( ماوراء بنفش و مادون قرمز ) تولید می کنند که می توانند چشم ها و پوست را بسوزانند.
از کلاه ایمنی مخصوص جوشکاری مجهز به محافظ مناسب لنزهای فیلتر برای محافظت از صورت و چشم خود در برابر اشعه قوس و جرقه هنگام جوشکاری یا تماشا استفاده کنید (به ANSI Z49.1 و Z87.1 ذکر شده در استانداردهای ایمنی مراجعه کنید).
در زیر کلاه ایمنی خود از عینک های ایمنی دارای محافظ های جانبی استفاده کنید. از صفحه های محافظ استفاده کنید تا دیگران را در برابر برق، خیرگی و جرقه محافظت کنید. به دیگران هشدار دهید که تماشا نکنند.از محافظ بدن ساخته شده از مواد مقاوم در برابرشعله ( چرم ، پنبه سنگین ، پشم ) استفاده کنید.
محافظت از بدن شامل لباس های بدون روغن مانند دستکش چرمی، شلوار بدون دکمه، کفش بلند و کلاه است.

جوشکاری می تواند باعث آتش سوزی یا انفجار شود :
جوشکاری روی ظروف بسته مانند مخازن یا لوله ها می تواند باعث منفجر شدن آنها شود. جرقه ها می توانند از قوس جوش دور شوند. جرقه های پرتاب شده، قطعه کار گرم و تجهیزات داغ می توانند باعث آتش سوزی و سوختگی شوند.
تماس تصادفی الکترود با اجسام فلزی می تواند باعث ایجاد جرقه، انفجار، گرم شدن بیش از حد یا آتش سوزی شود. قبل از انجام هرگونه جوشکاری، منطقه را ایمن و مطمئن کنید.
تمام مواد قابل اشتعال را تا فاصله 35 فوت (10.7 متر) قوس جوشکاری دور کنید. اگر این امکان وجود ندارد، آنها را مطمئن و با روکش های
تایید شده بپوشانید.

در جاهایی که جرقه ها پرتاب می شوند و می تواند به مواد قابل اشتعال برخورد کند جوشکاری نکنید. از خود و دیگران در برابر جرقه های پرتاب شده و فلز داغ محافظت کنید.
هوشیار باشید که جرقه های جوشکاری و مواد داغ ناشی از جوشکاری به راحتی از شکاف ها و شکاف های کوچک به مناطق مجاور عبور می کنند. مراقب آتش باشید و یک کپسول آتش نشانی را در همین نزدیکی نگه دارید. توجه داشته باشی که جوشکاری در سقف، کف، دیواره یا پارتیشن می تواند باعث آتش سوزی در قسمت های پنهان شود.
بر روی رینگ لاستیک برش یا جوش ندهید. در صورت گرم شدن، لاستیک ها می توانند منفجر شوند.روی ظروف نگهدارنده مواد قابل احتراق یا ظروف بسته مانند مخازن، طبل ها یا لوله ها جوش نزنید، مگر اینکه طبق AWS F4.1 و AWS A6.0 به درستی آماده شده باشند (به استانداردهای ایمنی مراجعه کنید). در جاهایی که جو می تواند حاوی گرد و غبار قابل احتراق، گاز یا بخارات مایع باشد ( مانند بنزین ) جوشکاری نکنید. کابل را به همان اندازه که نزدیک به منطقه جوشکاری است به محل کار متصل کنید تا جریان جوش از مسیرهای طولانی عبور نکند و باعث برق گرفتگی، جرقه ها و آتش سوزی نشود.
برای ذوب لوله های یخ زده از جوش استفاده نکنید. از محافظ بدن ساخته شده از مواد مقاوم در برابر شعله ( چرم، پنبه سنگین، پشم ) استفاده کنید. محافظت از بدن شامل لباس های بدون روغن مانند دستکش چرمی، شلوار بدون دکمه، کفش های بلند و کلاه است.

پرتاب فلز یا گرده جوش می تواند به چشم آسیب برساند :
جوشکاری باعث ایجاد جرقه و پرتاب فلز محصول جوش می شود. حتی زیر کلاه ایمنی جوشکاری خود از عینک های ایمنی دارای محافظ جانبی استفاده کنید.
تجمع گاز می تواند آسیب رسان و یا کشنده باشد :
در صورت عدم استفاده، گاز فشرده شده را خاموش کنید. فضاهای محدود را همیشه تهویه کنید یا از ماسک تنفسی مجهز به هوا استفاده کنید.

میدان الکتریکی و مغناطیسی می تواند بر تجهیزات پزشکی استفاده شده در بدن تأثیر بگذارد :
دارندگان تجهیزات پزشکی استفاده شده در بدن باید از این کار خودداری کنند. دارندگان تجهیزات پزشکی استفاده شده در بدن باید قبل از انجام عملیات این نوع جوشکاری با پزشک و سازنده دستگاه مشورت کنند.

سر و صدا می تواند به شنوایی آسیب برساند :
سر و صدا ناشی از برخی فرایندها یا تجهیزات می تواند به شنوایی آسیب برساند. اگر سطح صدا زیاد است از محافظ گوش استاندارد استفاده کنید.

در صورت خرابی سیلندرها می توانند منفجر شوند :
سیلندرهای گاز فشرده حاوی گاز تحت فشار بسیار زیاد هستند. در صورت آسیب دیدن، یک سیلندر می تواند منفجر شود. از آنجا که سیلندرهای گاز معمولاً بخشی از فرآیند جوشکاری هستند، حتماً با احتیاط با آنها رفتار کنید .
سیلندرهای گاز فشرده را از گرمای زیاد، ضربه های مکانیکی، آسیب های فیزیکی، شعله های آتش زا و جرقه ها محافظت کنید. سیلندرها را در حالت ایستاده نصب کنید و از یک پایه
ثابت به منظور جلوگیری از افتاد استفاده کنید . سیلندرها را از هرگونه جوشکاری یا مدارهای الکتریکی دیگر دور نگه دارید. هرگز مشعل جوشکاری را روی یک سیلندر گاز نگیرید و هرگز اجازه ندهید که الکترود جوشکاری به سیلندر برخورد کند.
استفاده بیش از حد می تواند باعث گرم شدن بیش از حد شود :
قبل از شروع دوباره جوشکاری، جریان را کاهش دهید یا زمان جوشکاری را کاهش دهید. جریان هوا به دستگاه را مسدود یا فیلتر نکنید.
سیم جوش می تواند آسیب برساند :
تورچ را فشار ندهید تا زمانی که به شما دستور داده شود. هنگام اتصال سیم جوشکاری، تورچ را به سمت قسمت دیگری از بدن، افراد دیگر یا فلز قرار ندهید.

انتخاب منبع تغذیه جوشکاری آرگون :
انتخاب شما از منبع تغذیه TIG با توجه به نوع و ضخامت ماده ای که شما جوش می دهید، است. با این کار مشخص می شود که آیا شما برای همه فلزات قابل جوش به جز آلومینیوم و منیزیم ( DC ) به دستگاهی نیاز دارید یا دستگاهی که برای همه فلزات قابل جوش ( AC / DC) باشد.
مواردی که باید در نظر بگیرید :
نوع فلز جوشکاری شده ( آلومینیوم، فولاد، ضد زنگ و غیره ). ضخامت مواد جوش داده شده. تجهیزات جانبی که عملکرد سیستم را تکمیل می کنند. سایز ماشین فیزیکی - اینورتر / ترانسفورماتور - یکسو کننده.